














1958
Partial Restoration
Finished
During one period we have had the exciting opportunity to show our clients and visitors a car in our workshop whose make and origin almost no one could guess. This car is a 1958 DKW F93, which at the time was sold in Finland under the name “Donau,” due to complicated relations with the Soviet Union and licensing disputes between Auto Union and IFA. This prevented the car from being sold in Finland under the West German brand.
It is an extremely interesting vehicle, actually produced in Düsseldorf at a time when DKW, together with Auto Union, was part of Daimler-Benz. In other words, this car can be considered a predecessor of the Audi, built in a Mercedes factory. It has a 1000 cm³ water-cooled, three-cylinder, two-stroke engine. As a nickname, it was also referred to as “3=6,” because, according to Auto Union’s two-stroke specialists, the three-cylinder two-stroke engine runs as smoothly as a six-cylinder four-stroke engine. Who knows!
This particular car came to us from a Finnish owner whose family has had it since the beginning. The owner had a very clear wish — a full restoration, keeping the car as original as possible.
At first glance, the car looked tidy, with a little rust on the floor and along the edges of the wings, but mostly still with its original paint. However, this time we were in for a surprise.
The work began with extensive cleaning efforts, as the diligent Finns had, over the years, coated the underside of their valuable car with a tar-like substance that refused to come off by any chemical or spray. The only solution was manual scraping.
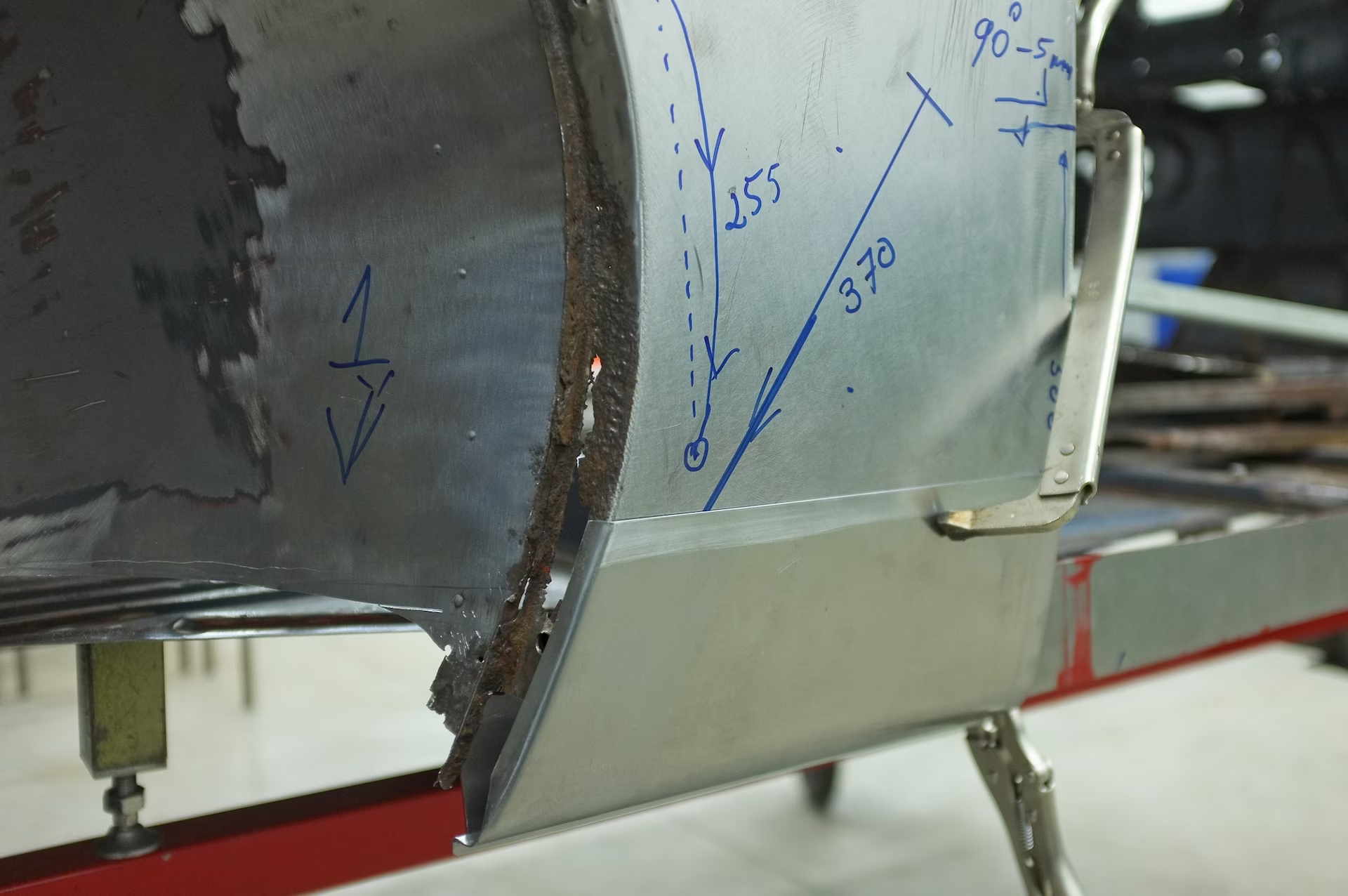
Once the car was disassembled and the tar removed, the harsh truth became clear — practically the entire car, except for the roof, hood, and tailgate, required extensive sheet metal work because rust had spread everywhere.
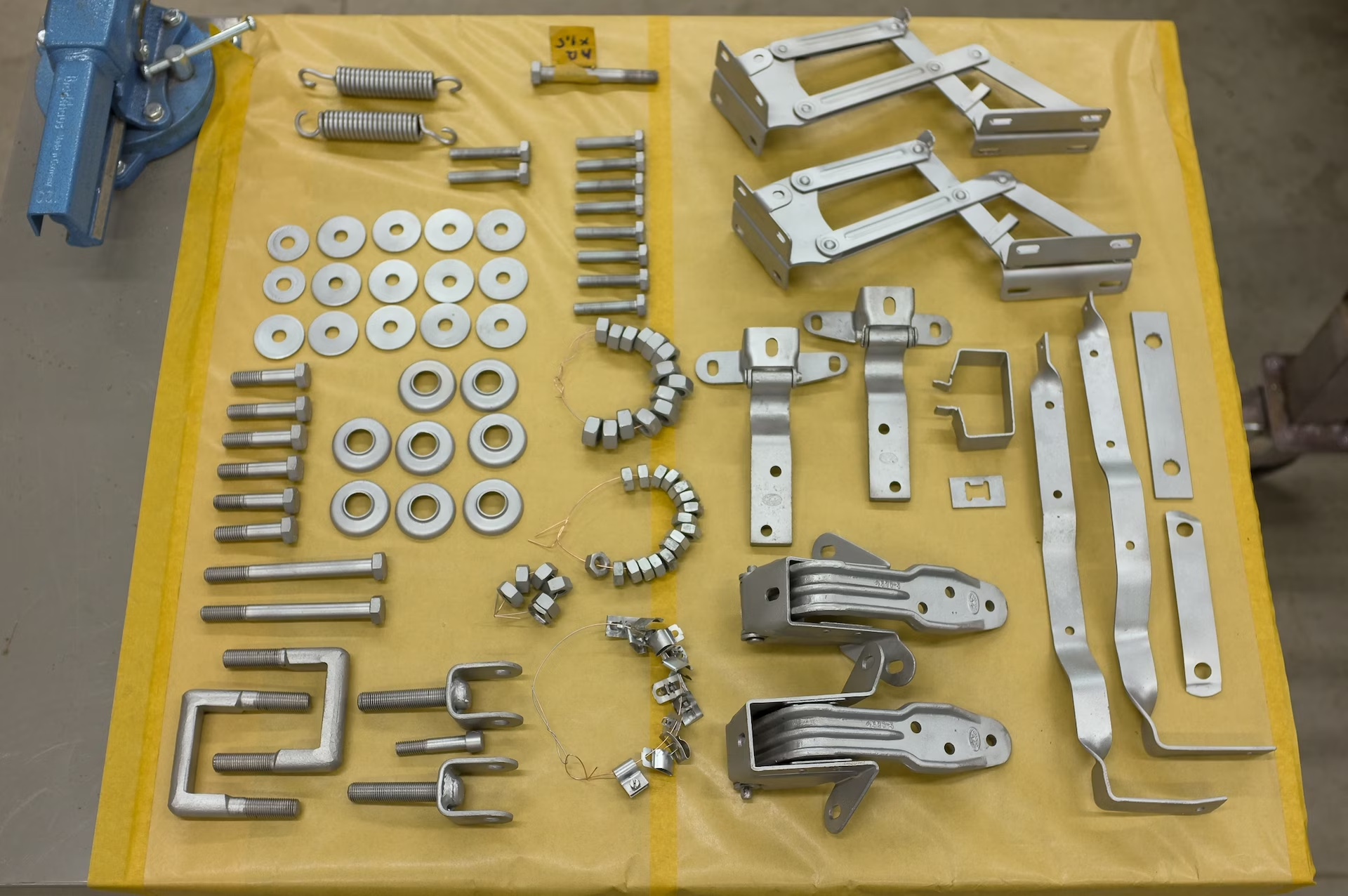
In addition, no replacement panels or repair parts are available for this car, which made it a perfect opportunity to hone our skills and fabricate every detail by hand.
Thanks to our skilled craftsman Vello Pross and the excellent equipment, everything turned out perfectly. New boxes, a partially new floor, inner wheel arches. All mounting surfaces for the wings, and half of the wings themselves. The cut-out parts filled a large crate, and we used several sheets of 1 and 1.5 mm cold-rolled sheet metal.
All welding was carried out in the original style — spot welding where required, gas welding where necessary. For body panel repairs, we used only full seam welding edge-to-edge, applying either Inverter TIG welding or traditional gas welding.
Finishing was done with a body file, just like in the original factory. This approach minimizes the use of filler and significantly increases the finished car’s value, especially when accompanied by process photographs.
All in all, a highly educational and rewarding process where we learned many nuances of sheet metal work and fabricated a variety of jigs and tools that will serve us well in future projects.
08 Aug 2011
